|
TE系列双阶挤出造粒机组主要用于热敏性物料的改性混炼造粒,常用于PVC电缆料及XLPE过氧化物交联料,也有用于软质PVC医用料,硬质PVC制品料、EVA发泡鞋底料、低烟无卤阻料等。第一阶为TE系列双螺杆挤出机,螺杆、筒体采用“积木式”结构,出料端为开放式,可在无压下充分发挥双螺杆挤出机的塑化、混炼能力强,分散效果好的优势。第二阶为SE系列单螺杆挤出机,长径比短,可在低剪切状态下完成进一步的塑化和纵向混合及稳定挤出,避免物料过热分解。
一、 双螺杆挤出机
1、传动系统:采用交流电机变频控制,减速箱为硬齿面斜齿传动,减速、分配一体化设计,轴承及密封件均选用进口产品,寿命长,无渗漏;外置式强制润滑和冷却系统,配备压力表、过滤器,运行安全可靠,便于维护。
2、挤出系统:螺杆、筒体采用“积木式”结构,根据用户工艺要求的不同可任意组合。螺纹元件为双头深槽型,高速工具钢(6542)材质,经真空淬火,硬度达到HRC58~65,与芯轴联接为渐开线花键型式,使螺纹元件和芯轴强度都得到了加强,并实现了高速化。
3、加料系统:主喂料为双螺杆带搅拌型加料器,变频调速。加料均匀稳定,不架桥,调节方便。加料料斗均为不锈钢材质,带有视窗及放料口。喂料电机为铝合金外壳,外型美观,运行可靠。
4、加热冷却系统:加热圈采用铸铝材质制造,加热均匀、迅速。冷却系统选用软化水冷却,进口电磁阀及温控表控制。设有热交换器及不锈钢大水箱,冷却迅速、均匀,温度控制准确;长期使用不产生杂质、不堵塞冷却流道。电磁阀选用意大利CEME产品。温控表采用日本RKC公司产品。
5、真空系统:外置式真空系统,安装与维护十分方便。筒体内产生的废气(含有粉尘)在真空泵的负压作用下,首先进入真空罐将粉尘去除后,在进入真空泵排出。真空泵的使用寿命大大提高。
二、 单螺杆挤出机
1、传动系统:采用交流电机变频控制,减速箱为单螺杆专用减速箱。采用硬齿面斜齿传动,外置式强制润滑和冷却系统。
2、挤出系统:螺杆筒体采用38CrMoAlA材质氮化处理,硬度高、耐磨性好,结合国内专业制造厂家及使用客户的经验设计的螺杆,挤出稳定、产量高。
3、加热冷却系统:加热圈采用铸铝材质制造,加热均匀、迅速。冷却采用风冷,冷却柔和、温度波动小。
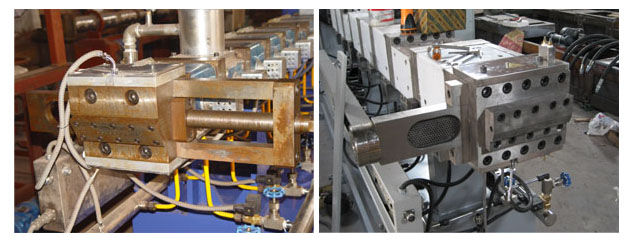
三、 换网机头
液压自动换网机头,材质均为优质氮化钢经氮化处理,耐磨性好,不漏料。加热板均为铸铝材质。由油泵电机带动油泵将液压油压入油缸,油缸带动换网板完成换网过程,为克服液压驱动的动作速度较慢,特别装入了氮气蓄能器,实现了快速、不停机换网。
四、 电控系统
各模块之间互锁(包括润滑、主机、加料连锁;机头压力保护;过流、欠压保护等),保证设备的操作安全及正常运转。电控柜体为标准GGD电柜,外型美观。按钮、旋钮、指示灯等均为合资产品。温控表选用日本RKC品牌,加热选用固态继电器控制,无噪音,寿命长。
|
型号
|
螺杆直径
(mm)
|
长径比
L/D
|
螺杆转速
(r.p.m.)
|
主电机功率
(kw)
|
生产能力
(kg/h)
|
|
WTE50-100
|
TE-50
|
50.5
|
20-48
|
300/500
|
30-55
|
100-300
|
|
SE-100
|
100
|
7-15
|
65/85
|
22-37
|
|
WTE65-150
|
TE-65
|
62.4
|
20-48
|
400/500
|
45-75
|
200-500
|
|
SE-150
|
150
|
7-15
|
65/85
|
37-45
|
|
WTE75-180
|
TE-75
|
72
|
20-48
|
400/500
|
90-132
|
350-800
|
|
SE-180
|
180
|
7-15
|
65/85
|
45-55
|
|