
双螺杆挤出机的使用注意事项
双螺杆挤出机的使用注意事项
先来看看什么是双螺杆挤出机:
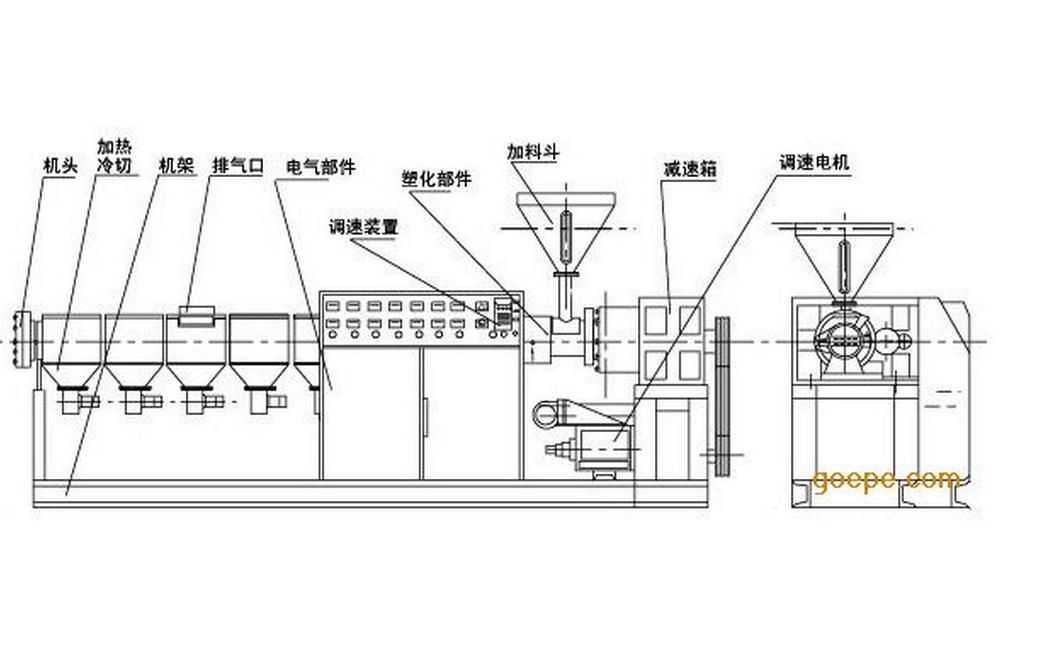
双螺杆挤出机也属于塑料机械的种类之一。挤塑机依据机头料流方向以及螺杆中心线的夹角,可以将机头分成直角机头和斜角机头等。机头的外壳一般是用螺栓使其固定于机身之上,机头里面的模含有模芯座,然后用螺帽将其固定于机头的进线端口,模芯座的内部也装有模芯,而且模芯和模芯座的中心都有孔,其作用用于通过芯线。依据加压方式种类的不同,使得挤出工艺可以分成连续挤出和间歇挤出两种。前者所用的设备为螺杆式挤出机,后者的设备为柱塞式挤出机。在此螺杆式挤出机又可以凭借螺杆个数大致分类为单螺杆挤出机以及多螺杆挤出机。
螺杆式挤出机的工作机理是依靠螺杆旋转产生所的压力及剪切力,能使得物料可以充分进行塑化以及均匀混合,通过口模成型;所以有时使用一台挤出机就能够同时完成混合,塑化以及成型等一系列工艺,从而进行连续的生产。此外柱塞式挤出机的工作机理主要是靠借助柱塞压力,先将事先塑化完毕的物料从口模挤出而达到成型的效果。物料筒内的物料在挤出完之后柱塞会退回,等到添加新一轮塑化物料后再接着进行下一轮的操作,这种生产工艺属于不连续生产,并且对物料基本不能进行充分搅拌以及混合,此外本生产还需进行预先塑化,因此在实际生产进行中通常不常选用本法,仅能适用于流动性极差或者是黏度非常大的塑料,就像硝酸纤维素塑料这种塑料制品的成型加工
一、注意事项:
1、造粒机要正向运转;避免倒转。
2、造粒机禁止空机无负荷运转,必须热机加料运转,这样可避免发生粘杠(抱轴)现象。
3、造粒机的进料口,放气孔内严禁进入铁器等杂物。以免造成不必要事故,影响安全正常生产。
二、造粒机工作过程中应注意事项:
1、随时注意机身温度变化,用干净手触摸条子不沾手时,应立即升温。直至条子沾手为正常。
2、减速机轴承部位烧手时,或伴有噪音应停机及时检修,并补充加油。
3、主机轴承室两端轴承部位发烫烧手或有杂音时,要停机检修并加注黄油。正常工作时,轴承室每隔5-6天加注黄油一次。
4、注意摸清机子的运行规律;如:机温高低,转速快慢,可根据情况,及时处理。
5、机身运转不稳定时,应注意检查连轴器吻合的间隙是否太紧,要及时调松些。
三、首次开机操作方法:
1、开机前,首先升温约四五十分钟。将温度升到用手拉动电机三角带直至自如;按正常工作旋向连续拉动 八至 十次。然后继续升温十分钟左右,而后开机,但要继续加温,因为正常生产需要持续补充热量;根据不同性质的塑料调节不同温度。
2、造粒机正常工作时,机温要保持稳定,不要忽高忽低。放气孔附近,直到机头部位温度要保持200℃左右(指丙料、乙料)。
3、入料要均匀,不能出现缺料现象。机子吃料速度与供料速度要配合适当。否则会影响颗粒的质量和产量。
4、停机时,主机要彻底切断电源。机头丝堵(带扳手部分)必须摘下来。待下一次使用前单独预热。
推荐产品


同类文章排行
- 平行双螺杆挤出机和锥形双螺杆挤出机的区别
- 双螺杆挤出机厂家
- 双螺杆挤出机的使用注意事项
- 锥形双螺杆挤出机
- 融仁机械双螺杆挤出机的特色优势
- 双螺杆挤出机和注塑机有什么区别
- 双螺杆挤出机的原理和优点
- 2015塑料机械展会
- 单螺杆挤出机和双螺杆挤出机大PK
- 国外知名双螺杆挤出机厂家